Confusion costs time, money, and reliability. I see teams argue labels. They miss the real trade-offs. The format, not the name, drives integration, heat, and life.
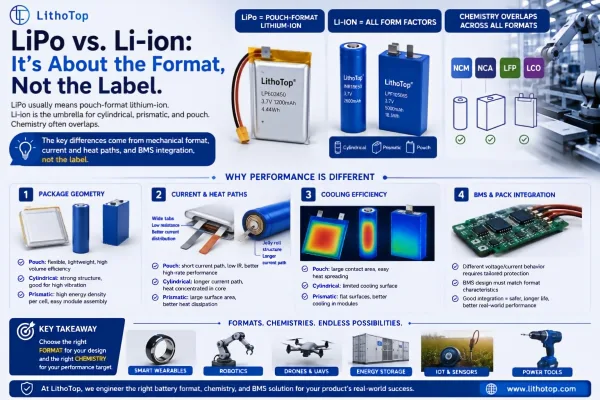
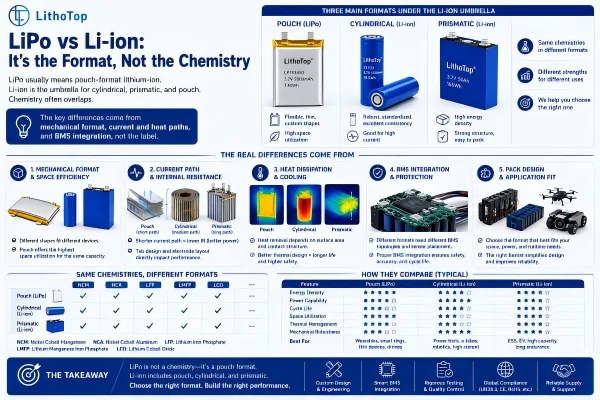
LiPo usually means pouch-format lithium-ion. Li‑ion is the umbrella for cylindrical, prismatic, and pouch. Chemistry often overlaps. The key differences come from mechanical format, current and heat paths, and BMS integration, not the label.
I build packs for wearables, medical, and IoT every week. I sit with product teams. I map space, load, and life goals to a cell format and a BMS. I will show my simple gates. I will show bounded data from real builds. I will mark supplier limits as typical, not universal. Stay with me, because one choice now will fix many later problems.
Do LiPo and Li-ion mean different chemistries?
Teams often ask me if LiPo is a different chemistry. The question sounds simple. The answer is not a single word. It is a map of formats and use.
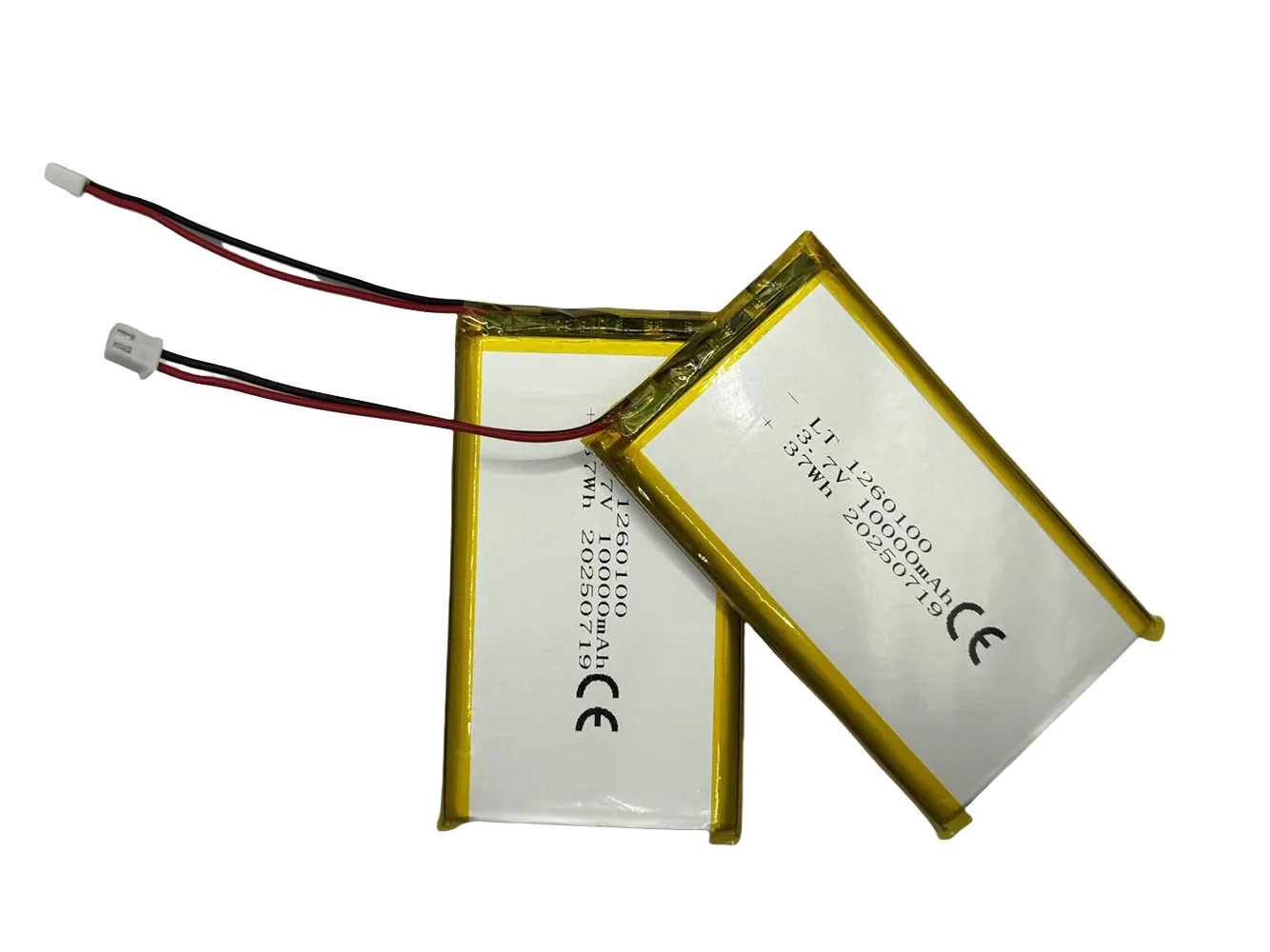
LiPo is pouch-format lithium-ion. Li‑ion spans pouch, cylindrical, and prismatic.[^1] Common chemistries appear in all three formats. Performance shifts because of package geometry, tabs, cooling, and pack protection, not because of the label alone.
The terms I use in builds
I use clear terms with every team. I call “LiPo” a pouch-format lithium-ion cell. I call “Li‑ion” the larger family that includes cylindrical, prismatic, and pouch. I see NMC, NCA, LFP, and blended chemistries across all formats. So the word “LiPo” does not lock in chemistry. It signals a thin, flexible foil pouch with tabs.
How format changes behavior
Format changes current paths and heat flow. A pouch spreads heat well over a flat surface. It may need a frame to control swelling. A cylindrical cell has a defined can, strong structure, and a known vent path.[^2] It can handle compression and clamping. A prismatic sits between them with a rigid can and a flat face.[^3] These mechanics change thermal rise, contact choices, and pack stacking. They also change how a BMS senses, protects, and balances cells.
Quick comparison by format
| Format | Typical use cases | Strengths | Watch-outs |
|---|---|---|---|
| Pouch (LiPo) | Wearables, medical, slim IoT | Thin, shape-friendly, good surface cooling | Swelling management, edge sealing, handling |
| Cylindrical | Tools, e-bikes, high-rate modules | Robust can, good venting, proven supply | Pack assembly complexity, spot-weld heat, volume |
| Prismatic | Tablets, laptops, compact packs | Flat faces, good packing density | Rigid sizes, limited custom geometry |
I do not treat any row as “best.” I pick based on the device. I pick based on space, load, and life targets. I set the BMS to keep it safe.
How do I choose the right format for my product?
I use a simple flow with every new device. I look at space and shape. I look at load and heat. I look at life and safety. Then I decide.
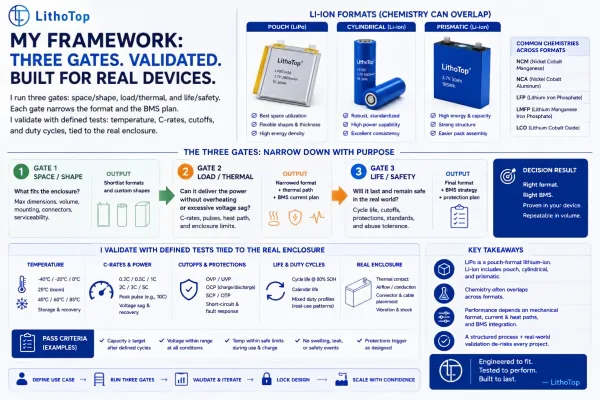
I run three gates: space/shape, load/thermal, and life/safety. Each gate narrows the format and the BMS plan. I validate with defined tests: temperature, C‑rates, cutoffs, and duty cycles, tied to the real enclosure.
The three-gate selection flow
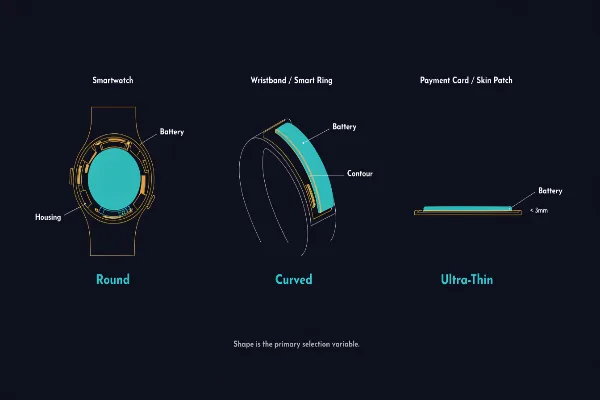
I start with the space/shape gate. I measure thickness, footprint, and any curvature. If the device needs thin or curved, I lean pouch. If the device allows depth or modular blocks, I consider small cylindrical or a prismatic. I confirm manufacturability and yield with the supplier. I treat minimum thickness and bend radius as typical values to be verified.
I move to the load/thermal gate. I log continuous and pulse currents. I log allowed temperature rise. I check duty cycle. I choose cells that can run the load within ΔT limits in the real enclosure. I plan cooling paths, pads, and frames.
I finish with the life/safety gate. I set cycle targets at the selected C‑rates and temperatures. I assess swelling risk for pouch. I set BMS limits: charge and discharge cutoffs, throttling rules, and temperature windows. I plan certifications like UN38.3 and IEC62133 if the product needs them.
Minimal validation plan (volume-production targets)
I do not trust bare spec sheets. I run a small plan first. I keep it simple, and I tie it to the device.
- Test temperature: 20–25°C ambient unless the device has known hotter use.
- Continuous current: match worst-case steady draw, often 0.5–1.5C.
- Pulse profile: 3–10C pulses for 1–10 s if needed by radios or motors.
- Cutoffs: charge to 4.2 V or supplier target; discharge to 3.0–3.2 V under load, unless the supplier sets a higher limit.
- Soak: 30 min rest after charge and after discharge to measure recovery.
- Metrics: ΔT at case surface, voltage sag, capacity retention after 300–500 cycles.
Flow table I use with teams
| Gate | Key questions | Likely steer | Why it helps | Validation step |
|---|---|---|---|---|
| Space/shape | Max thickness? Curvature? Footprint? | Pouch if thin/curved | Conforms to enclosure | Build 3D dummy + thermal placeholder |
| Cyl/Prismatic if modular | Easier assembly, robust cans | Check pack volume and brackets | ||
| Load/thermal | Continuous and pulse current? Allowed ΔT? | Cyl/Prismatic for high ΔT budgets | Better point cooling | ΔT test in real enclosure |
| Duty cycle? Ambient range? | Pouch for spread heat in flat space | Good surface area | Hot-box test at +35–45°C if needed | |
| Life/safety | Cycle target at chosen C‑rate and temp? | Format-neutral; set BMS | Keeps cell in safe area | 300–500 cycle snippet at device C‑rate |
| Swelling risk and controls? | Pouch needs frame plan | Controls mechanical growth | Thickness change tracking per 100 cycles |
I write the plan. I run it on two formats if the choice is close. I pick the one that meets targets with margin and stable yield.
Is high-rate only for LiPo, and can Li-ion be thin or curved?
I hear two myths all the time. People say high-rate needs LiPo. People say Li‑ion cannot be thin or curved. Both claims miss context.
High-rate is about cell design and cooling, not pouch vs cylindrical alone. Thin and curved are usually pouch[^4], but limits come from manufacturability and yield. I choose what fits the enclosure and the test results.
Bounded A/B data from my builds
I share two anonymized snippets. I ran both in the same enclosure and duty cycle. I used volume-production cells, not lab specials. I set ambient at 25°C. I charged to 4.2 V. I cut off at 3.1 V under load.
- Case A: Small wearable radio pack. Load: 0.6C continuous with 5C, 3 s pulses every 30 s for 10 minutes, then 5 minutes idle, repeated for 1 hour.
- Pouch option: 3.2 mm thick, NMC pouch, 800 mAh.
- Cylindrical option: two 10180 cells in parallel, NMC, 2×350 mAh.
Results in enclosure:
- ΔT rise after 10 min: pouch 10–14°C; cylindrical 8–12°C with a small copper spreader.
- Voltage sag at pulse: pouch 180–220 mV; cylindrical 160–210 mV.
- Capacity retention at 300 cycles (same profile): pouch 86–90%; cylindrical 88–92%.
Both met the spec. The cylindrical set had better venting and slightly lower ΔT because of the spreader and clamping. The pouch had easier packaging and lower harness weight. I picked pouch for a thinner wearable skin. I picked cylindrical for a sport variant with better airflow.
A second test on a tool sensor at 0.8C continuous and 8C, 1 s pulses every 10 s showed inverted results. The pouch held ΔT within 12–16°C thanks to a broad graphite pad. The small cylindrical set hit 15–18°C because of less contact area. The enclosure drove the outcome.
I do not use these numbers as rules. I use them as examples of how enclosure and cooling set results.
| Scenario | Format | ΔT rise (°C) | Pulse sag (mV) | 300-cycle retention |
|---|---|---|---|---|
| Wearable radio | Pouch | 10–14 | 180–220 | 86–90% |
| Wearable radio | Cyl (2P) | 8–12 | 160–210 | 88–92% |
| Tool sensor | Pouch | 12–16 | 200–240 | 85–89% |
| Tool sensor | Cyl (mod.) | 15–18 | 210–260 | 86–90% |
These are real builds. Your results will vary with supplier, tabs, pads, and clamping.
Thin and curved: what is real
I built a curved medical patch with a strict profile. The max thickness budget was about 3.2–3.6 mm. The surface had a gentle curve. I chose a pouch. I worked with the supplier on minimum thickness and bend radius. The typical ranges were supplier-specific, so I asked them to verify on samples. We set a compression frame. We used a soft graphite pad. We kept the bend gentle and away from the tab area. We met the shape and life goals with cycle counts above 300 at 0.5C. Yield stayed stable after we added a handling jig.
I also built a sport band variant that cared more about cost and consistency. I moved to a modular pack with small cylindrical cells in parallel. I gained consistency and easier sourcing. I paid a cost in assembly time and BMS complexity. I added more harness, more welds, and more balancing logic. Thermal paths changed, so I added a thin copper spreader.
| Approach | Pros | Cons | When I choose it |
|---|---|---|---|
| Thin/curved pouch | Best space use, fewer parts, low mass | Swelling control, supplier yield variance | Ultra-thin skins, curved medical |
| Small-cyl modular | Robust cans, stable supply, easy vent | More parts, thicker, BMS more complex | Cost focus, field service, rigid frames |
Supplier limits for thickness and bend radius are not universal. I treat 2.8–3.5 mm thin pouches and large bend radii as typical ranges. I ask the supplier to verify on the exact design, seal, and tabs. I run a pilot to check consistency before I scale.
Protection and swelling management
My BMS is not an afterthought. It is part of the format decision. I set charge cutoffs, often 4.2 V, sometimes lower to extend life. I set discharge cutoffs at 3.0–3.2 V under load based on the cell and use case. I add thermal throttling above 45–50°C cell temp unless the cell spec allows more. I slow or stop charge below 0°C and above 45°C unless we have a low-temp cell.
In pouch packs, I design a mechanical frame to handle small growth. I track thickness every 100 cycles in validation. In cylindrical packs, I design vent paths and avoid hard blockages. In both, I pick tabs, fuses, and wiring to keep heat in check. I do not run high-rate without these controls. I test with the real enclosure, not open-air benches.
Conclusion
LiPo vs Li‑ion is a format choice. Map space, load, and life to a cell and a BMS. Validate in your enclosure.
[^1]: "Lithium-Ion Battery - Clean Energy Institute - University of Washington", https://www.cei.washington.edu/research/energy-storage/lithium-ion-battery/. Reference overviews of lithium‑ion technology list the common cell formats as cylindrical, prismatic, and pouch, reflecting the breadth of mechanical packaging used for Li‑ion cells. Evidence role: definition; source type: encyclopedia. Supports: that lithium-ion cells are manufactured in cylindrical, prismatic, and pouch form factors. [^2]: "[PDF] Determining the Internal Pressure in 18650 Format Lithium Batteries ...", https://www.sandia.gov/ess-ssl/wp-content/uploads/2018/08/2017_EESAT_Proceeding_Mier.pdf. Reference articles on cylindrical Li‑ion cells (e.g., 18650/21700) describe their rigid metal can construction and the inclusion of pressure‑relief vents to provide a defined gas release path under abusive conditions. Evidence role: mechanism; source type: encyclopedia. Supports: that cylindrical cells are housed in rigid cans and include pressure‑relief vents. [^3]: "Failure behavior of prismatic Li-ion battery cells under abuse ...", https://www.sciencedirect.com/science/article/abs/pii/S2352152X22000172. Encyclopedia summaries of Li‑ion form factors describe prismatic cells as rectangular cells packaged in rigid (often aluminum) cases with flat faces, distinct from cylindrical cans and flexible pouches. Evidence role: definition; source type: encyclopedia. Supports: that prismatic cells are rectangular cells in rigid cases with flat sides. [^4]: "[Battery101] Pouch Batteries Come in Different Sizes and Shapes", https://news.samsungsdi.com/global/articleView?seq=167. Encyclopedia entries describe lithium‑ion polymer (pouch) cells as lightweight and available in varied shapes and thicknesses, a form factor widely used in thin devices where space constraints drive the choice. Evidence role: general_support; source type: encyclopedia. Supports: that pouch‑format lithium‑ion cells enable thin, lightweight, and shape‑adaptable battery designs. Scope note: True curvature is limited; bendable or curved cells require specialized constructions and careful mechanical limits.