I talk to robotics teams every week who are three months from launch and just realized their battery pack doesn't fit the chassis. The conversation always starts the same way: "We need a custom battery, fast." What they mean is: "We designed everything else first, and now the battery is causing problems."
Most robotics companies treat battery selection as a late-stage procurement task, not a design constraint. This delay triggers expensive mechanical redesigns when the pack overheats during testing, fails to deliver power under load, or simply doesn't fit the compartment. Custom battery integration must happen during early design phases, when you can still adjust the chassis around power requirements, not after you've locked the CAD files.
The pattern repeats across AMR developers, service robot startups, and RC manufacturers. Teams focus on getting motors and sensors working, then assume any 24V pack with matching capacity will slot in. When physical assembly starts, they discover the pack blocks a cooling fan, adds too much weight to one side, or trips thermal protection during normal operation. By then, your options are redesigning the robot or accepting performance compromises.
What Makes Robotics Battery Requirements Different From Consumer Devices?
I handle inquiries from robotics companies almost daily. The first question I ask is never about voltage or capacity. I ask: "How long does your robot run between charges, and what happens if it stops mid-task?"
Robotics applications create battery stress patterns that consumer devices never encounter. A service robot running 8-hour shifts needs continuous moderate discharge, an AGV accelerating with 50kg payload demands burst current without voltage sag, and an RC helicopter requires extreme discharge rates that consumer cells can't sustain. Standard battery packs are designed for phones and laptops, where discharge profiles are predictable and space constraints are less severe.
Why Standard Packs Fail Robotics Duty Cycles
Consumer battery packs assume you'll charge overnight and use the device intermittently. Robotics breaks those assumptions. When I work with AGV developers, they tell me the vehicle needs to run continuously for 12 hours, then fast-charge in 2 hours for the next shift. That duty cycle eliminates most standard lithium-ion chemistries.
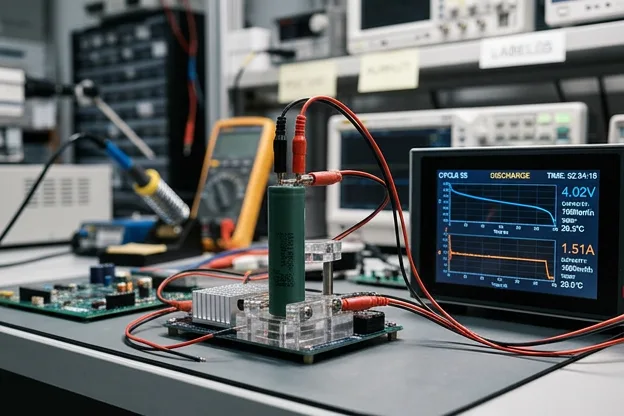
The discharge rate becomes the critical variable. Standard 18650 packs deliver 1C to 2C discharge rates[^1], which works fine for consumer electronics. But when a collaborative robot accelerates a 20kg arm repeatedly, or an inspection drone hovers against wind, the instantaneous current draw spikes to 5C or higher. If your pack can't sustain that without voltage drop, the motor controller brown-outs or the robot shuts down unexpectedly.
I've seen teams discover this during field testing, after they've built 50 prototype units with off-the-shelf packs. The robot works fine on a bench but fails when carrying actual payloads. Switching to high-rate cells at that stage means redesigning the battery compartment, because high-rate cells have different dimensions and thermal characteristics.
| Application Type | Typical Discharge Rate | Critical Battery Constraint | Standard Pack Failure Mode |
|---|---|---|---|
| AGV (Warehouse) | 1-2C continuous | Runtime consistency across shifts | Capacity fade after 300 cycles |
| Service Robot | 0.5-1C with 3C peaks | Weight distribution affects navigation | Pack too heavy for chassis balance |
| RC Helicopter | 15-30C burst | Thermal management during discharge | Overheating triggers safety cutoff |
| Inspection Drone | 5-10C sustained | Vibration resistance | Loose connections cause power interruption |
Space constraints compound the problem. Consumer packs come in rectangular modules optimized for phone bodies or laptop bottoms. Robotics chassis rarely have convenient rectangular voids[^2]. The battery compartment might be L-shaped to fit around motors, or curved to follow the robot's exterior shell. I regularly get requests for packs that are 3mm thinner than standard modules, or shaped to wrap around a cylindrical frame.
Weight distribution matters more in robotics than any other application. A mobile robot with a heavy battery on one side will drift during navigation. A robotic arm with unbalanced weight requires stronger motors and uses more power compensating. When teams use standard rectangular packs, they often end up adding counterweights, which wastes payload capacity and reduces runtime.
Standard packs also assume gentle handling. Robotics applications involve constant vibration, occasional impacts, and rapid temperature changes when moving between indoor and outdoor environments. Consumer-grade connections loosen under vibration. Standard cell holders crack during impacts. I've diagnosed multiple cases where robots were failing randomly, and the root cause was intermittent battery connections that only broke under movement.
When Should You Start the Custom Battery Conversation?
The most expensive sentence I hear from robotics teams is: "Our design is locked, we just need the battery now." At that point, customization becomes damage control instead of optimization.
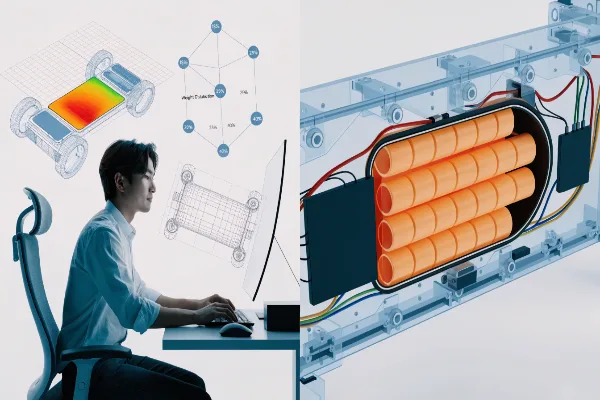
Custom battery integration should begin when you're defining the robot's mechanical layout, before you finalize chassis dimensions or commit to motor controllers. Early battery involvement lets you design the compartment around thermal requirements, position the pack for optimal weight distribution, and select cell chemistry that matches your duty cycle. Delaying until post-design forces you to either compromise performance or restart mechanical design.
What Early Battery Integration Actually Looks Like
I worked with a service robot developer who contacted me during their concept phase. They knew they needed 8 hours of runtime and the robot would operate in hospitals, so it needed to be quiet and fit through doorways. We didn't start with battery specs. We started with questions.
How often can the robot return to charge? Their workflow allowed 30-minute charging windows every 4 hours. That changed everything. Instead of one large pack, we could use smaller packs with faster charge rates. This let them distribute battery weight across the base for better stability, and reduced the peak current draw during charging, so they didn't need expensive high-power charging infrastructure.
What happens if battery protection triggers during operation? Their robot was delivering medications, so unexpected shutdowns were unacceptable. We designed the BMS with gradual power reduction warnings, so the robot could finish its current task and return to charge before complete shutdown. Standard BMS systems cut power instantly when they detect issues, which would have left medications stranded mid-delivery.
Does the robot generate heat that affects the battery? Their motors and computers were positioned near the battery compartment. We measured the ambient temperature during operation and discovered it reached 45°C in the compartment. That eliminated certain lithium polymer chemistries that degrade quickly above 40°C. We selected lithium iron phosphate cells with better thermal stability, even though they're heavier, because the alternative was premature capacity fade.
This conversation happened before they finalized the chassis design. They adjusted the compartment layout to improve airflow, added thermal barriers between the motors and battery, and positioned the pack lower in the frame for better stability. None of those changes would have been possible if they'd contacted me after the design was locked.
The Questions Your Battery Supplier Should Ask You
When robotics companies contact me, I have a diagnostic framework that reveals whether they've thought through their battery requirements. These aren't just technical specs to fill out. Each question exposes potential failure modes.
How many charge cycles do you need over the product lifetime? Most teams answer "thousands" without doing the math. If your robot operates 250 days per year for 5 years, and charges twice per day, that's 2,500 cycles. Standard lithium-ion cells reach 80% capacity around 500 cycles. You either need cells with longer cycle life, or you need to oversize the pack so 80% capacity still meets your runtime requirement. Both decisions affect physical dimensions and cost.
What's the power draw during peak operation versus idle time? I see teams spec batteries based on average power consumption, which creates voltage sag problems. An AMR might draw 50W while cruising, but 300W when accelerating with full payload. If your battery can't deliver that peak without voltage drop, your motor controller sees under-voltage and shuts down. You need to size the battery for peak draw, not average.
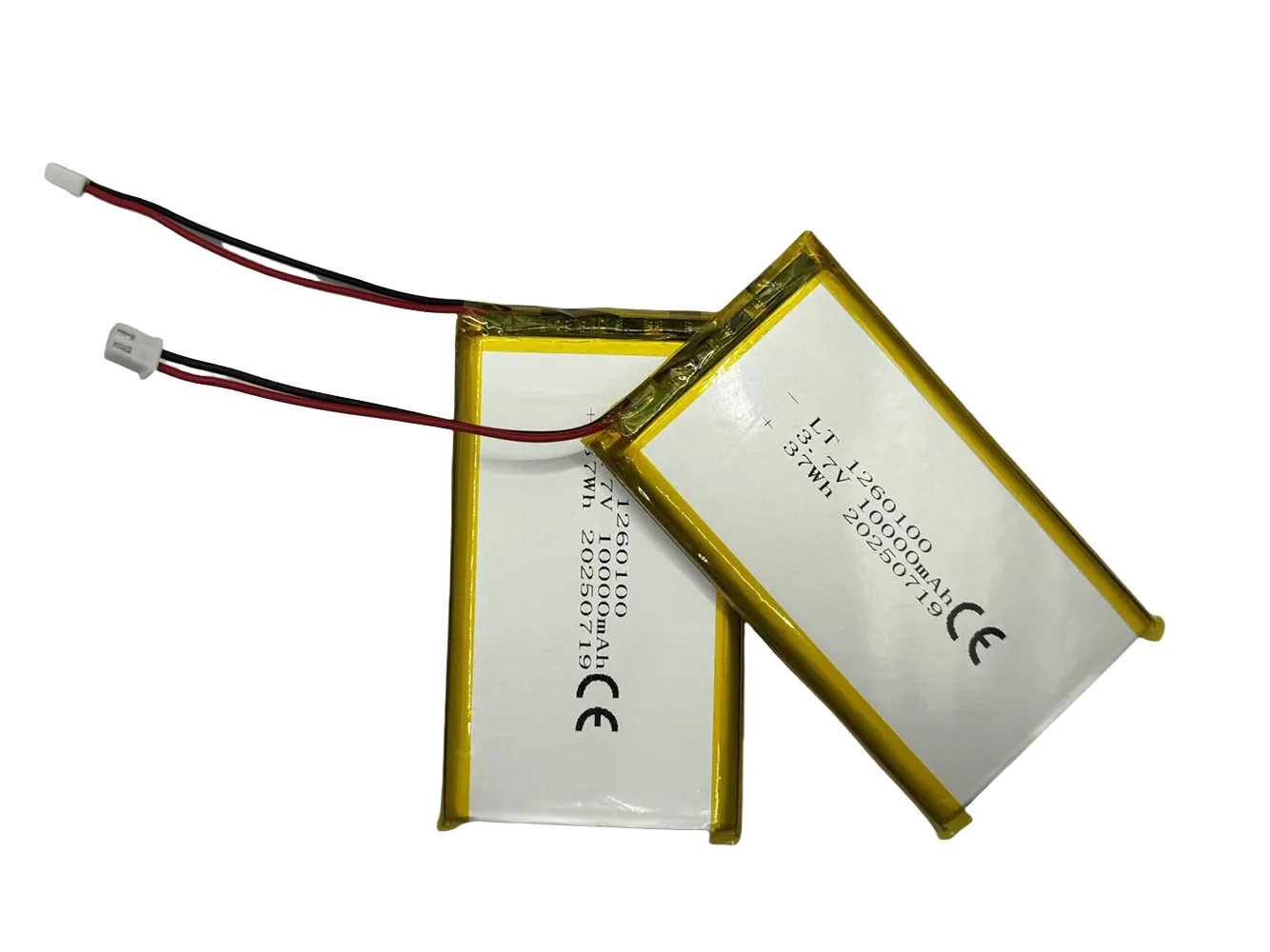
What certifications do you need for your target market? This question catches people off guard. They're thinking about performance, not paperwork. But if you're selling robots in Europe, you need CE marking, which requires specific battery safety testing[^3]. North American markets want UL certification. Export requires UN38.3 for shipping. Each certification affects cell selection and BMS design, and you can't add them retroactively without potentially redesigning the pack.
Can you charge in the operating environment, or do users swap batteries? Some robotics applications can't tolerate downtime for charging. Warehouse AGVs use charging pads between tasks. Inspection robots in remote locations need swappable batteries. This fundamental decision affects pack design more than voltage or capacity. Swappable packs need robust connectors that survive thousands of insertion cycles, weatherproofing for handling, and mechanical strength for user handling. Charging-in-place packs can optimize for space efficiency instead.
How Does Customization Actually Solve Robotics-Specific Problems?
The word "custom" gets misused in battery discussions. Teams think custom means changing the connector or adding 10mm to the length. Real customization means designing the pack architecture around your use case.
Custom battery packs for robotics address three failure modes that standard solutions can't fix: physical integration with non-rectangular spaces, discharge profiles that exceed consumer cell ratings, and production scaling that requires consistent quality at volume. Customization isn't about preference, it's about solving constraints that standard products weren't designed to handle.
Cell Selection and Configuration
I talked to an RC helicopter manufacturer whose product kept triggering low-voltage warnings during aggressive maneuvers. They were using standard 3S LiPo packs rated for 25C discharge. Their motors were pulling 30C during certain maneuvers, causing momentary voltage sag that the flight controller interpreted as battery failure.
We reconfigured the pack using high-rate cells capable of 50C continuous discharge. The individual cells were slightly lower capacity, so we added one more cell in parallel to maintain overall capacity. The pack was 5mm thicker, but they were still in the design phase, so they adjusted the battery tray. The voltage stability during high-draw maneuvers improved immediately.
Cell configuration affects more than just discharge rate. Cells in series increase voltage, cells in parallel increase capacity and discharge capability. An AMR that needs 48V with 20Ah capacity could use 13 cells in series with 2 in parallel (13S2P), or 13S4P with smaller individual cells. Each configuration has different physical dimensions, different charge time requirements, and different thermal management needs.
The chemistry choice determines cycle life and safety characteristics. Lithium iron phosphate cells are heavier but more stable at high temperatures and last longer. Lithium polymer cells are lighter and fit irregular shapes but require more careful thermal management. Lithium-ion cylindrical cells offer good energy density but constrain mechanical design. I can't tell you which chemistry is "best" because it depends entirely on your duty cycle and constraints.
BMS Design for Operational Requirements
Standard BMS systems are designed for consumer safety, not operational reliability. They cut power instantly when they detect over-temperature, over-current, or cell imbalance. That's fine for a laptop, but unacceptable for a robot in the middle of a task.
Custom BMS design lets you define the protection hierarchy. For a delivery robot, we programmed the BMS to send a warning signal to the main controller when the battery reaches 80% temperature limit, giving the robot time to finish the current delivery and return to base. Only if temperature continues rising to 95% does the BMS cut power. This prevents both unsafe operation and mid-task failures.
Communication protocols between the BMS and robot controller are often overlooked until integration. Standard packs might provide basic on/off signals. Custom BMS can output real-time state of charge, individual cell voltages, temperature data, and estimated runtime remaining. This data lets the robot make intelligent decisions about whether it can complete a task before needing to charge.
I worked with an AGV manufacturer who needed the battery to track cycle count and degradation internally. Their maintenance schedule was based on battery health, not calendar time. We programmed the BMS to log every charge cycle, monitor capacity fade over time, and trigger a maintenance alert when the pack reached 80% of original capacity. This prevented unexpected failures and optimized their service intervals.
Mechanical Integration and Thermal Management
Physical integration is where custom battery design has the most visible impact. We frequently receive CAD files showing the available space, which is rarely a simple rectangle. The space might wrap around a motor mount, or fit in a curved section of the chassis, or need to avoid collision with a robotic arm's range of motion.
One medical robot manufacturer needed a battery that fit in a 15mm tall space but spanned 200mm across the base. Standard cells are at least 18mm in diameter. We used ultra-thin pouch cells in a layered configuration, with thin aluminum spreaders between layers for heat dissipation. The pack was custom-shaped to avoid the mounting points for other components.
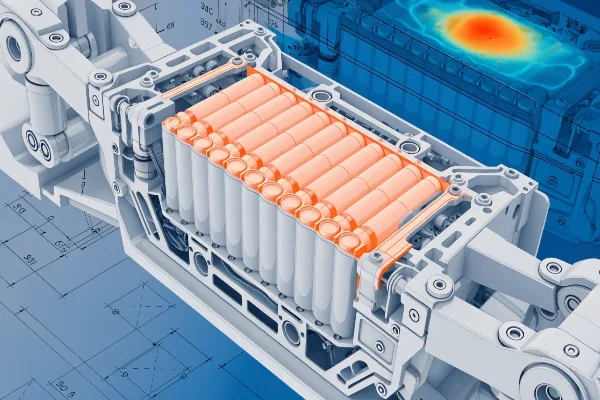
Thermal management becomes critical at high discharge rates. A service robot pulling 2C continuous will generate significant heat inside the pack. If that heat can't escape, the cells degrade faster and the BMS will trigger thermal protection. We design custom packs with thermal paths in mind, using aluminum or copper heat spreaders, positioning cells with gaps for airflow, or adding thermal interfaces to transfer heat to the robot chassis.
Vibration resistance requires mechanical design that standard packs don't provide. We use potting compounds to secure cells in high-vibration applications, add strain relief to wire connections, and design enclosures that distribute impact forces away from cells. I've seen standard battery packs where the cells are just held in plastic trays, and after 100 hours of robot operation, the vibration has loosened the spot welds and created intermittent connections.
What Happens When You Scale From Prototype to Production?
Prototype batteries and production batteries are different products. The transition breaks more robotics projects than any other supply chain step.
Prototype battery packs tolerate hand assembly, loose specifications, and readily available components. Production scaling requires consistent cell supply at volume, automated assembly processes that maintain quality, and certifications that standard suppliers often can't provide on your timeline. Teams that assume their prototype battery will scale unchanged face 3-6 month delays when production realities force redesign.
Why Prototype Batteries Don't Scale
I see this pattern constantly. A robotics team builds 10 prototype units using 18650 cells from a distributor, assembles the packs in-house, and gets great results. Then they place an order for 1,000 units and everything breaks down.
The cells they used for prototypes are consumer-grade cells available in small quantities. At production volume, you need manufacturer-direct supply, which means longer lead times and minimum order quantities. The specific cell model they used might not even be available in the quantities they need, forcing a switch to different cells with slightly different characteristics.
Hand assembly allowed them to compensate for tolerances during prototyping. They could adjust wire lengths, add extra insulation where needed, and hand-solder connections. Production assembly is automated or semi-automated, which requires consistent dimensions and processes. If the battery design assumes hand fitting, it won't survive automated assembly without redesign.
Testing and certification requirements emerge during production that weren't issues at prototype scale. Shipping lithium batteries requires UN38.3 certification, which involves tests that might reveal design weaknesses. Selling in different markets requires additional certifications. A prototype pack might not pass these tests without modifications to the BMS, insulation, or mechanical structure.
Quality consistency becomes the critical challenge. In prototype quantities, you can inspect every cell and hand-select the best ones. At production volumes, you're working with normal manufacturing variation. Cell capacity might vary by 5%, internal resistance might differ between batches, and these variations affect pack performance. Production battery design must account for this variation through proper BMS balancing and conservative specifications.
Production Timeline Reality
When robotics companies ask about lead times, they often expect prototype timelines. "We need 500 units in 4 weeks." That timeline is possible only if you're using an existing design with available cells.
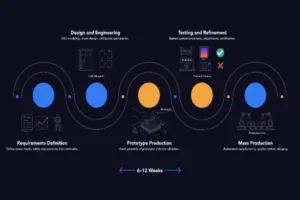
Custom battery production timelines have predictable phases. Design and prototyping takes 1-2 weeks if specifications are clear. Sample production and testing takes another 1-2 weeks. If you need certifications, add 4-8 weeks depending on which certifications and testing lab availability. Then mass production lead time is typically 2-4 weeks depending on order size and cell availability.
The critical path is usually cell procurement. Standard cells have 2-4 week lead times from manufacturers. Specialty cells or custom cell configurations can take 6-8 weeks. If you're scaling up and your order exceeds the manufacturer's typical volume, they may need to schedule additional production runs, adding more time.
I worked with a robotics company that needed to launch their product in 3 months. They contacted me 2 weeks before launch to order batteries. Even with expedited production, we couldn't meet their timeline. They ended up delaying their product launch by 6 weeks, which cost them a trade show opportunity and early customer commitments. If they'd contacted me 4 months before launch, we could have met their original timeline comfortably.
[^1]: "What's an average recommend C rating? : r/18650masterrace - Reddit", https://www.reddit.com/r/18650masterrace/comments/mr7svj/whats_an_average_recommend_c_rating/. Standard 18650 lithium-ion cells typically provide discharge rates in the 1C to 2C range under normal operating conditions, though specific performance varies by manufacturer and cell chemistry. Evidence role: statistic; source type: research. Supports: typical discharge rate specifications for standard 18650 lithium-ion cells. Scope note: Discharge rates vary significantly between manufacturers and specific cell models; this represents typical consumer-grade specifications rather than high-performance variants [^2]: "Part 11: Chassis and Battery Holder Design in Fusion 360 - YouTube",
. Robot chassis design prioritizes functional requirements such as actuator placement, sensor positioning, and structural integrity, often resulting in irregular available volumes for energy storage that do not align with standard rectangular battery pack geometries. Evidence role: general_support; source type: research. Supports: mechanical integration challenges in robot chassis design. Scope note: This represents a general design challenge rather than a universal constraint; some robot platforms do accommodate standard form factors [^3]: "European Union Battery Regulation Services - Intertek", https://www.intertek.com/batteries/eu-battery-regulation-services/. Battery products sold in European markets must comply with CE marking requirements, which include conformity to relevant safety standards and directives covering electrical safety, electromagnetic compatibility, and chemical safety. Evidence role: general_support; source type: government. Supports: regulatory requirements for battery products in European markets. Scope note: Specific testing requirements vary by product category and applicable directives; CE marking represents manufacturer declaration of conformity rather than third-party certification <!-- Created with Elementor --><!-- Created with Elementor -->